China MIM Manufacturer & Supplier
Automotive Parts China

» Metal Injection Molding (MIM)
Metal Injection Molding (MIM)
Metal Injection Molding (MIM) is a variation on traditional plastic injection molding that enables the fabrication of solid metal parts utilizing injection molding technology. In this process, the raw material, referred to as the feedstock, is a powder mixture of metal and polymer. For this reason, MIM is sometimes referred to as Powder Injection Molding (PIM). Using a standard injection molding machine, the powder is melted and injected into a mold, where it cools and solidifies into the shape of the desired part. Subsequent heating processes remove the unwanted polymer and produce a high-density metal part.
Metal injection molding is best suited for the high-volume production of small metal parts. As with injection molding, these parts may be geometrically complex and have thin walls and fine details. The use of metal powders enables a wide variety of ferrous and non ferrous alloys to be used and for the material properties (strength, hardness, wear resistance, corrosion resistance, etc.) to be close to those of wrought metals. Also, because the metal is not melted in the MIM process (unlike metal casting processes), high temperature alloys can be used without any negative affect on tool life. Metals commonly used for MIM parts include the following:
Low alloy steels, Stainless steels,High-speed steels,Irons,Cobalt alloys,Copper alloys,Nickel alloys,Tungsten alloys,Titanium alloys
Metal parts manufactured from the MIM process are found in numerous industries, including aerospace, automotive, consumer products, medical/dental, and telecommunications. MIM components can be found in cell phones, sporting goods, power tools, surgical instruments, and various electronic and optical devices.
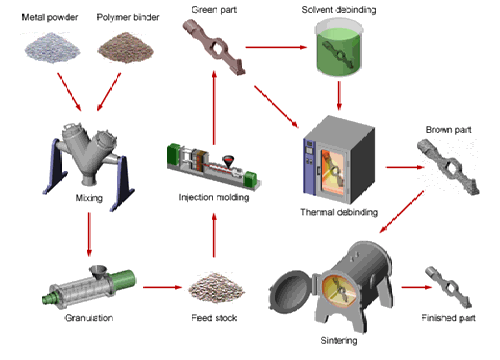
The metal injection molding process consists of the following steps:
Feedstock preparation – The first step is to create a powder mixture of metal and polymer. The powder metals used here are much finer (typically under 20 microns) than those used in traditional powder metallurgy processes. The powder metal is mixed with a hot thermoplastic binder, cooled, and then granulated into a homogenous feedstock in the form of pellets. The resulting feedstock is typically 60% metal and 40% polymer by volume.
Injection molding – The powder feedstock is molded using the same equipment and tooling that are used in plastic injection molding. However, the mold cavities are designed approximately 20% larger to account for the part shrinkage during sintering. In the injection molding cycle, the feedstock is melted and injected into the mold cavity, where it cools and solidifies into the shape of the part. The molded “green” part is ejected and then cleaned to remove all flash.
Debinding – This step removes the polymer binder from the metal. In some cases, solvent debinding is first performed in which the “green” part is placed in a water or chemical bath to dissolve most of the binder. After (on in place of) this step, thermal debinding or pre-sintering is performed. The “green” part is heated in a low temperature oven, allowing the polymer binder to be removed via evaporation. As a result, the remaining “brown” metal part will contain approximately 40% empty space by volume.
Sintering – The final step is to sinter the “brown” part in a high temperature furnace (up to 2500°F) in order to reduce the empty space to approximately 1-5%, resulting in a high-density (95-99%) metal part. The furnace uses an atmosphere of inert gases and attains temperatures close to 85% of the metal’s melting point. This process removes pores from the material, causing the part to shrink to 75-85% of its molded size. However, this shrinkage occurs uniformly and can be accurately predicted. The resulting part retains the original molded shape with high tolerances, but is now of much greater density.
After the sintering process, no secondary operations are required to improve tolerance or surface finish. However, just like a cast metal part, a number of secondary processes can be performed to add features, improve material properties, or assemble other components. For example, a MIM part can be machined, heat treated, or welded.
Design rules
When designing parts to be manufactured using MIM, most of the design rules for plastic injection molding still apply. However, there are some exceptions or additions, such as the following:
Wall thickness – Just as with plastic injection molding, wall thickness should be minimized and kept uniform throughout the part. It is worth noting that in the MIM process, minimizing wall thickness not only reduces material volume and cycle time, but also reduces the debinding and sintering times as well.
Draft – Unlike plastic injection molding, many MIM parts do not require any draft. The polymer binder used in the powder material releases more easily from the mold than most injection molded polymers. Also, MIM parts are ejected before they fully cool and shrink around the mold features because the metal powder in the mixture takes longer to cool.
Sintering support – During sintering, MIM parts must be properly supported or they may distort as they shrink. By designing parts with flat surfaces on the same plane, standard flat support trays can be used. Otherwise, more expensive custom supports may be required.
Copyright © 2013 SOFINE PIM. All Rights Reserved.
China MIM Manufacturer & Supplier